
Forklift compost turner-manufacture,factory,supplier from China
(Total 0 Products for Forklift compost turner)
Relate News

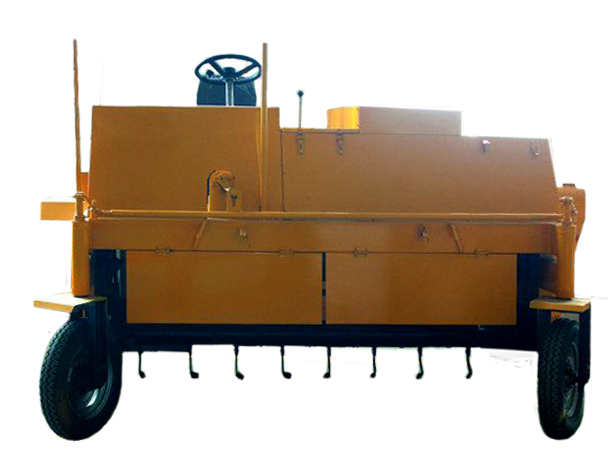
The trough-type soil turning machine launched this time is the result of years of technical accumulation and innovative practice by the company's R&D team.This trough type turner adopts advanced design concepts and manufacturing processes and has many significant advantages. In terms of structural design, the tank body is made of high-strength corrosion-resistant material, which is sturdy and durable, able to adapt to various harsh working environments, and effectively prolongs the service life of the equipment.

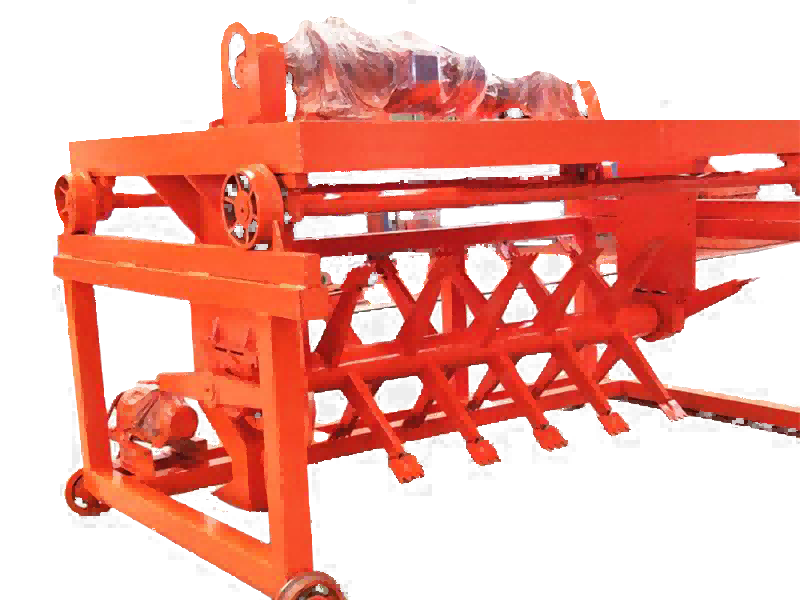
Recently, the chain plate type turner of Zhengzhou Tianci Heavy Industry Machinery Co., Ltd. was loaded and ready to be sent to Qingyuan, Guangdong. This is another successful delivery of the company in the field of organic fertilizer production equipment.Tianci Heavy Industry was founded in 2000 and has long been committed to the research and development and manufacturing of large, medium and small organic fertilizer production lines. Its chain plate turner plays a key role in the fermentation process of organic fertilizer.
The organic fertilizer industry drives the market boom of fully automatic walking compost turners: As people pay more and more attention to environmental protection and organic agriculture, the market demand for organic fertilizers continues to grow. As a key equipment in the production process of organic fertilizers, the market demand for fully automatic walking compost turners has also risen accordingly.

Today, as environmental protection and resource recycling are increasingly valued, the development of the composting industry has ushered in new opportunities and challenges. As a key equipment, the Walking type turning machine is gradually becoming the focus of attention in the industry, bringing revolutionary changes to compost production.Recently, walking type compost turning machines have demonstrated excellent performance and great application value in many fields.

With the deepening of environmental protection concepts, automatic organic fertilizer granulators play an important role in solving organic waste pollution problems such as livestock and poultry breeding. For example, organic fertilizer production lines composed of fermentation compost turning machines, mixing mixers, automatic organic fertilizer granulators and other equipment can process livestock and poultry manure, straw and rice husks, biogas sludge, kitchen waste and urban garbage into organic fertilizers, reduce environmental pollution, and realize waste resource utilization.

Recently, the company has made a major breakthrough in the field of flaking machine accessories, successfully developed and launched a new grease roller for flaking machine, which has brought new development momentum to the oil processing industry.This new grease roller adopts advanced materials and manufacturing processes and has many excellent performances. The high-quality alloy material selected not only effectively improves the hardness and wear resistance of the grease roller, but also greatly extends its service life and reduces the company's equipment replacement costs.

According to financial news on January 31, 2025, Zhongke Weizhi Technology Co., Ltd. obtained the patent for "an electric roller structure with interval change of direction transmission" (authorization announcement number CN 222410003 U). This electric roller structure can be driven by a motor to realize the active roller to adjust the direction as needed, which is convenient for transporting goods in multiple directions, and can also enable multiple sets of synchronous rollers to transport goods at the same speed.

At present, the organic fertilizer dryer market is highly competitive, and many domestic and foreign companies have made layouts. Some well-known domestic companies have occupied a certain share in the market with their technological advantages and cost-effectiveness, such as Henan Putai Machinery Equipment Co., Ltd. and Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. At the same time, international brands have also participated in the competition in the domestic market with their advanced technology and brand influence.

Intelligent control: The rocker arm online wrapping machine adopts PLC programmable control. The parameters such as the number of top and bottom wrapping layers, times, top-crossing time, and reinforcement layers can be set directly on the panel, which is simple and convenient to operate. At the same time, it has the functions of photoelectric switch automatically sensing the height of the goods and automatic manual conversion at any time.
Recently, the company has added new strength in the field of solid waste treatment and organic fertilizer production. Its independently developed high-speed trough-type turning machine has attracted widespread attention in the market as soon as it was launched.It adopts an advanced trough structure design and is equipped with a high-power drive system, which can achieve efficient and stable material turning operations.
Submitted successfully
We will contact you as soon as possible
Close