
Automatic hopper elevator-manufacture,factory,supplier from China
(Total 0 Products for Automatic hopper elevator)
Relate News

In recent years, hopper elevators have achieved a series of major breakthroughs at the technical level. In terms of hopper design, the new hopper has been significantly improved in strength and durability by introducing advanced materials science and engineering mechanics principles. Moreover, the shape and size of the hopper are optimized to accommodate different types and characteristics of materials.

In 2022, ACC Cement, a subsidiary of Holcim Group, commissioned Ormond Engineering Private Limited in Chennai, India to refurbish the world's tallest belt bucket elevator, which is 175.3 meters high and is located at Wadi Cement Company in India. It is used to transport raw meal preheaters with a conveying capacity of 600 tons/hour. Ormond modified its belts and other components.

Recently, our company has made a major breakthrough in the field of fertilizer conveying equipment. The new high-efficiency fertilizer bucket elevator developed by it has been officially put into the market and has been highly praised by many customers.This high-efficiency fertilizer bucket elevator adopts innovative design concepts and advanced manufacturing processes, achieving significant improvements in multiple key performance indicators.

With the increasing awareness of environmental protection and the changing demand for fertilizers in agriculture, the application of automatic drum granulators in the fertilizer industry is developing towards the production of organic fertilizers and meeting the needs of efficient and environmentally friendly production.The application of advanced technologies such as automation, digitalization and data analysis in automatic drum granulators is gradually increasing, which can improve production efficiency, reduce labor costs, and achieve intelligent monitoring and quality control.As customers
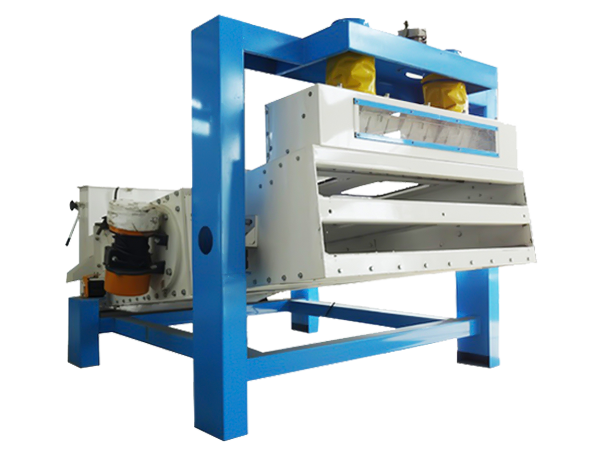
According to a report released by Grand View Research, the global automatic vibrating screen market is expected to grow significantly during the specific forecast period. Automatic vibrating screens can be used to separate solids and crush ores and other materials. The market growth is driven by factors such as easy replacement, low maintenance requirements, and durable design. Europe and Asia Pacific are expected to dominate the market due to their developed mining and steel industries.

In order to ensure the healthy and orderly development of the automatic telescopic conveyor industry, promote fair competition in the market, and ensure product quality and safety in use, the new version of the automatic telescopic conveyor industry standard, which was led by the industry association and jointly formulated by many experts and enterprises, was officially released and implemented recently.

According to a market research report, the global automatic mixer market size was $812 million in 2022 and is expected to grow to $1.898 billion by 2030, with a compound annual growth rate of 11.20%. As an important component of automatic mixers, automatic disc mixers are expected to gain more development opportunities with the overall growth of the market. Market demand may continue to increase, and competition among manufacturers will become more intense, prompting companies to continuously innovate and optimize their products.

Agricultural modernization drives market growth: In the process of agricultural modernization, more and more growers and agricultural enterprises have begun to adopt mechanized fertilization, and the demand for Automatic BB fertilizer mixer continues to grow.

In the design and manufacturing process of equipment, safety and environmental protection factors are getting more and more attention. The manufacturer has improved the operational safety of the Belt conveyor elevator by adding safety protection devices and optimizing the equipment structure. For example, the installation of guardrails, emergency braking devices, deviation protection devices, etc. can effectively prevent safety accidents for operators and equipment.

With the deepening of environmental protection concepts, automatic organic fertilizer granulators play an important role in solving organic waste pollution problems such as livestock and poultry breeding. For example, organic fertilizer production lines composed of fermentation compost turning machines, mixing mixers, automatic organic fertilizer granulators and other equipment can process livestock and poultry manure, straw and rice husks, biogas sludge, kitchen waste and urban garbage into organic fertilizers, reduce environmental pollution, and realize waste resource utilization.
Submitted successfully
We will contact you as soon as possible
Close